")


IR illumination
The wavelength range from approximately 780 nm to 1 mm, i.e. 1,000,000 nm, is referred to as infrared radiation (there it borders on the currently much discussed range of terahertz radiation which is used for so-called "body scanners"). IR radiation is often also called thermal radiation. In industrial machine vision, however, most of the applications are located in the near infrared range, which comprises the spectral range from 780 to 3000 nm.
Typical spectra of IR LEDs for machine vision
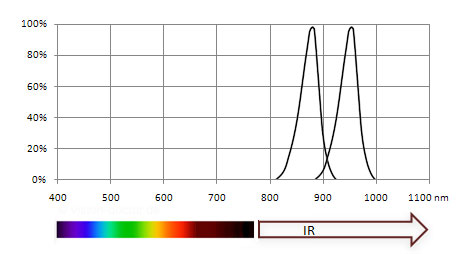 |
In the range between 780 nm and 1000 nm normal monochrome CCD cameras can still be used for inspection, the sensitivity of which indeed increasingly diminishes but is basically sufficient. For longer-wave IR ranges, Peltier-cooled sensors and special semiconductor materials must be used. Cameras for the evaluation of the medium IR range are called thermographic cameras or thermal imaging cameras. The optics no longer consists of normal glass, but are made of materials like germanium. Therefore preferably LEDs with a range of approx. 870 nm or 950 nm are used for simple IR applications using "standard cameras". In case of the longer wavelength, lower straying at the surface and thus a better screening of the test object is to be expected, however the sensitivity of common CCD camera sensors is increasingly reduced.
Why use infrared radiation for inspection?
Longer-wave radiation is electromagnetic radiation and therefore oscillates less frequently than shorter-wave radiation and thus generates less interaction with the material. It is therefore capable of penetrating deeper into the material and generates fewer surface reflections than short-wave light. When using IR radiation it is sometimes even possible to look through an object.
 |
As IR radiation is not visible to the human eye, it can be applied particularly well at workstations where normal light would be disturbing.
Typical inspection possibilities using IR radiation
- Transmitted light inspections of not completely transparent, but coloured materials which do not have an individual colour in IR and therefore become (more) transparent.
- Surface inspection in spite of imprints or slight contamination: printing colours apart from black become invisible, cracks and defects at the surface can be found.
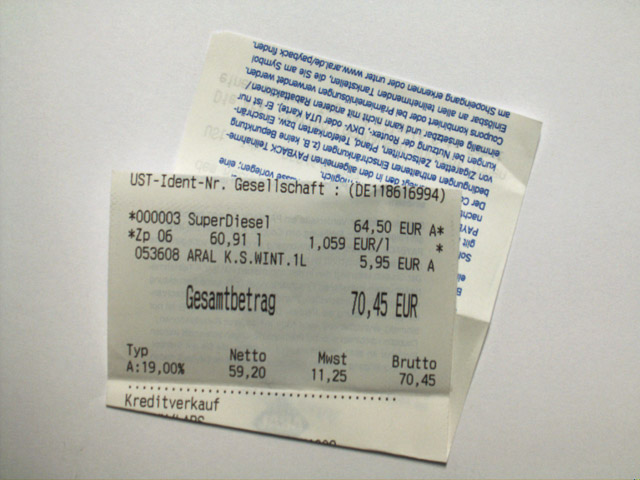
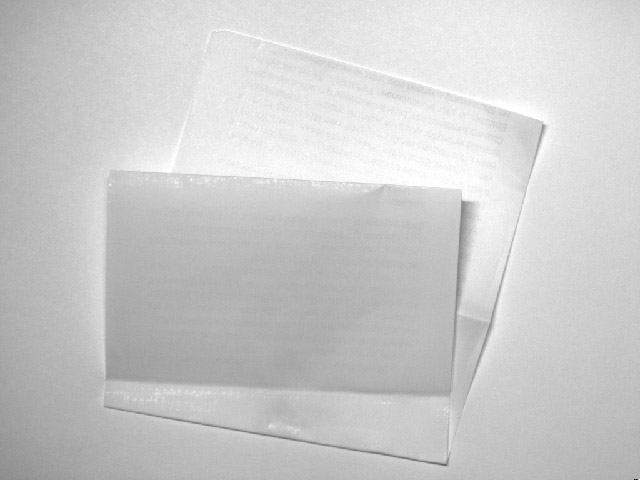
- OCR applications on bank notes, credit cards, etc. Attention: inkjet imprints (best-before date, etc.) are often not visible any more!
- Applications as usual, but in combination with a daylight elimination filter it is possible to work independently of ambient light.
- Applications as usual without disturbing the operators, e.g. at manual workstations
Conventional illumination vs. IR illumination

Daylight - RGB

Daylight - Mono8

IR LED mit 890nm

Daylight - RGB

Daylighht - Mono8

IR LED with 890nm
Important for imaging
- Infrared radiation is not visible to the human eye. IR radiation is indeed not very energised, but in the long term it can cause headache, warming of the receptors in the human eye and thus harm. However, this does only happen when using very intense light sources, directly looking into the lighting and over many hours. In case of smaller industrial LED lighting, this does usually not apply. Housing the test area is always recommendable for a number of reasons and solves these problems. Please thoroughly acquaint yourself with the topic (e.g. DIN EN 12198, DIN EN 14255-2 and BGI 5006)!
- If possible, clock the industrial IR illumination. In this way, unnecessary light emission and safety discussions (!) are avoided. A few inspections per second with an operating time of a few milliseconds are normally absolutely harmless.
- The use of narrow-banded band-pass filters or colour filters prevents interference caused by daylight.
- IR-corrected, optimised lenses generate perfect images. Normal standard lenses are not corrected for infrared light, the focal length for this radiation invisible to the eye can significantly deviate due to chromatic aberration. The spectral transmission of lens coatings, too, must be adapted accordingly. Both may otherwise lead to blurred images.
- Please also observe that there is no IR cut filter in the camera. Most of the time it can be replaced by a clear glass version (otherwise the imaging scales of the optics would change).
- Observe the sensor sensitivity of the camera used. There are considerable differences. The use of a special IR camera would be ideal.
- Attention: Applications using polarised light and polarisation filters in front of the optics CANNOT be realised by means of infrared radiation, as polarisation films are typically effective between 400 and 750 nm.
- Attention: inkjet imprints (best-before date) on groceries, for instance, as well as prints on thermopaper (such as cash slips, etc.) simply vanish in the camera image when illuminated using infrared radiation.