")


Lighting for industrial machine vision
Lighting plays a major role for industrial machine vision: Not the object itself, but only the visual image of the object is checked! It follows that only homogeneous lighting conditions result in a consistent image of the same inspection object. Fluctuating light conditions are therefore to be avoided at all costs!
Ideally, the lighting is used so that a perfect light-dark contrast is created:

Direct frontlight illumination
Diffuse dom light illumination
Dark field illumination
Backlight illumination
Only if it is possible to visualize the desired test characteristics or errors with enough contrast, these can then be evaluated with the image processing software. Usually the object is illuminated by an external light source. This principle sounds very trivial, but the practice reveals that it is one of the main difficulties of industrial machine vision to make the error in the object visible at all for the camera.
Some examples to illustrate the difficulties
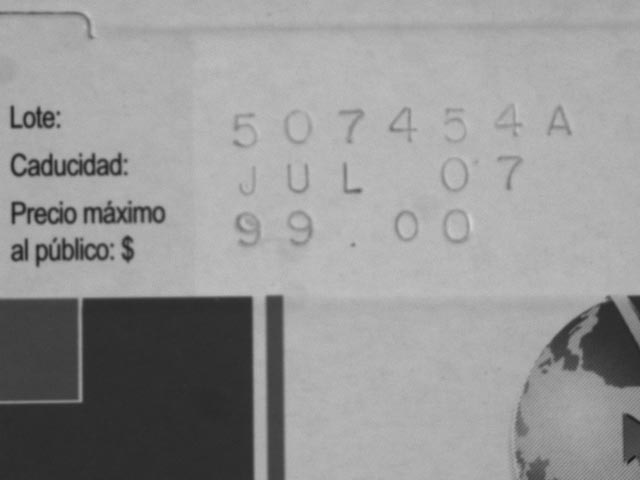
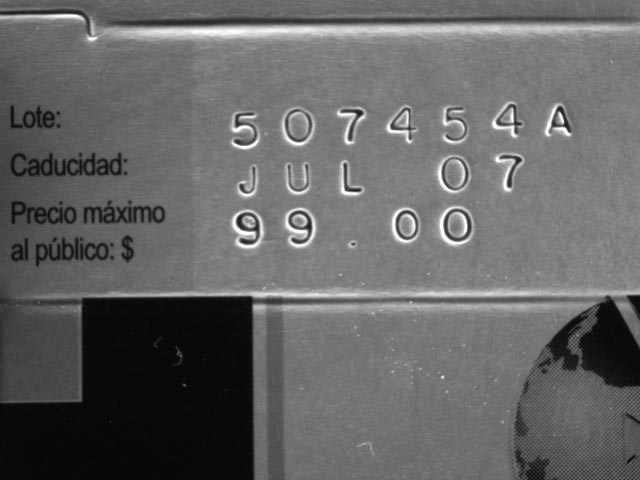
- Imagine a transparent glass bottle, the embossed font in the bottom of which is supposed to be read. Test object and features are of the same material, and, what is more, they are transparent! The same applies to many embossed fonts on flat material surfaces.
- A scratch on a metallic surface, too, does often not cause any further alterations but a notch which has to be detected. Again a test situation where, in spite of the identical material, an error must be detected. The same applies to embossments and mouldings in materials.
Diffuse incident light
Dark field
The key role plays the light with its interaction in a functional chain of illumination, test object, filter, lens and camera:
 |
Major factors influencing the image
| Light | Inspected part |
Camera |
|
Wavelength (colour) polarised / unpolarised |
As the object characteristics of inspected part cannot or can only hardly be influenced, the object determines the illumination and the camera! The camera, in turn, defines the optics due to its working distance and mount, due to its data format and data rate it also determines the image acquisition card.
Conclusion:
It is therefore worthwhile to concentrate on light and its interactions with material and camera!
