")


Laser-Beleuchtung
Laser lassen sich für die industrielle Bildverarbeitung als spezielle Beleuchtungsart einsetzen. Der Strahl des Lasers kann verschiedene Formen annehmen, die mit Ausnahme der Punkt- oder Linienform mit Hilfe von diffraktiven optischen Elementen erzeugt werden.
 |
Mit Hilfe der projizierten Laserlicht-Muster können Prüfungen und Auswertungen im Bild vorgenommen werden, die mit konventionellen Beleuchtungsarten nicht möglich werden.
Warum mit Laser-Licht inspizieren?
Laser-Licht stellt einen scharf fokussierbaren Lichtstrahl dar, der sich recht präzise auch über längere Arbeitsabstände abbilden lässt. Das extrem gerichtete Licht bildet exakt das Lichtmuster ab, das jetzt im Kamerabild ausgewertet werden kann.

Laserlinie
Lasergitter
Laser-Multilinie
Während eine normale Beleuchtung ein zweidimensionales Bild (X/ Y) erzeugt, kann mit Hilfe von Lasern oftmals Information über die räumlichen Konturen (Z-Achse) gewonnen werden. Wird der räumliche Versatz von schräg projizierten Laserlinien und anderen Mustern ausgewertet, spricht man auch von Laser-Triangulation.
Laser: Typische Inspektionsmöglichkeiten und Beispiele
Eine Vielzahl von Applikationen ist mit Lasern realisierbar. Meistens fehl nur etwas Fantasie, um diese etwas ungewöhnliche Art von Beleuchtung einzudesignen. Die Erkennung von Objekten, Positionierungen von Bauteilen, Identifikation verschiedener Objekte und die Erkennung von Konturen sind typische Anwendungsgebiete.
Beispiel 1:
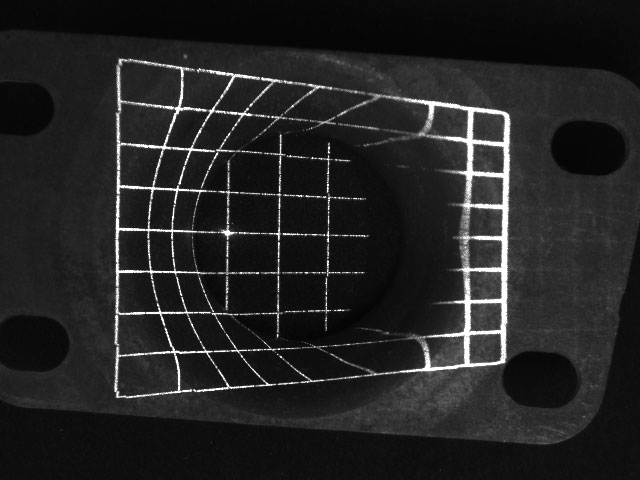
Ein senkrecht projizierter Kreis erscheint je nach Objekthöhe im Kamerabild unterschiedlich groß. Der Durchmesser des Kreises gibt sehr einfach Rückschlüsse über die Höhe und den Arbeitsabstand des Objekts. So kann evtl. erkannt werden, wie viele gestapelte Lagen sich noch auf einer Palette befinden.
 |
Beispiel 2:
Eine oder mehrere Laserlinien werden in schrägem Winkel auf flaches Material, wie Papier oder Folie etc. geworfen. Wird das Material wellig, faltig geschoben oder verbogen, wird die Laserlinie ebenso entsprechend wellig oder bogenförmig verzogen. Aufgrund des homogenen Materials könnte dies im normalen Kamerabild mit diffusem Auflicht nicht erkannt werden. Materialstau in der Produktionslinie könnte so erkennt werden.
 |
Beispiel 3:
Wölbung oder Vertiefung? Liegt das Bauteil richtig herum eingelegt? Im normalen Kamerabild oft kaum ersichtlich, formt sich auch hier ein Lasermuster in die entsprechende Richtung. Bei der Verwendung mehrerer Laserlinien können auch komplexe Oberflächengeometrien, wie z.B. Waschbeckenformen voneinander unterschieden und identifiziert werden.
Beispiel 4:
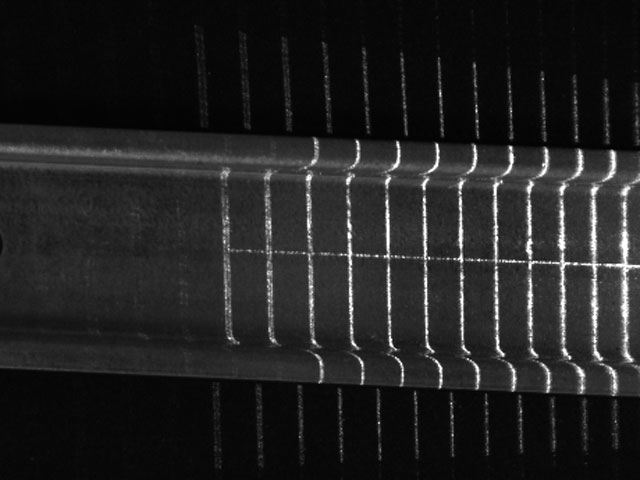
Spaltmessungen und Versatzprüfungen nach dem Prinzip der Laser-Triangulation an Blechteilen und Baugruppen etc. werden vielfach im Automotive-Bereich durchgeführt. Dazu werden eine oder mehrere Linien projiziert und der Linienversatz, die Form und Länge der einzelnen Segmente gemessen.
Beispiel 5:
Mit Hilfe eines Linienlasers, einer 3D-Kamera zur Ermittlung der Triangulationsprofile und einer verfahrbaren Scaneinheit können dreidimensionale Daten und Bilder der Objekte entstehen. Dies ist eine von mehreren Möglichkeiten, 3D-Bildverarbeitung zu betreiben.
Wichtig für die Bildverarbeitung
- Laser-Dioden altern drastisch bei Erwärmung. Bitte schalten Sie das Laserlicht nur zur Bildaufnahme zu, um Erwärmung und Alterungseffekte zu minimieren. Auch die Sicherheit des Bedienpersonals kann so zusätzlich gesteigert werden.
- Ein LED-Laser beinhaltet eine Monitor-Fotodiode, deren Strom linear den optischen Output regelt. Dadurch können Leistungs-Spitzen beim Einschalten vermieden werden, die den Laser beschädigen und die Schutzklasse des Lasers überschreiten könnten. Der Laser benötigt einen bestimmten Schwellstrom (threshold current) durch das Halbleiterelement, um überhaupt in die Laser-Betriebsart zu kommen. Ab hier genügen wenige mA, um den optischen Output von knapp über Null auf 100% zu steigern. Takten Sie Ihren Laser über den zusätzlich verfügbaren Modulationseingang, der genau diese kleine Regelung vornimmt. Laser lassen sich damit sehr schnell schalten und regeln. Ein komplettes Einschalten der Stromzufuhr ist aufgrund des Monitor-Dioden-Mechanismus viel langsamer.
- Bei der Verwendung von rotem Laserlicht kann auf dem Objektiv ein roter Farbfilter zum Einsatz kommen. Damit wird Umgebungslicht unterdrückt und die Laserlinie besser sichtbar. Eine noch bessere Filterwirkung kann mit Interferenzfiltern erzeugt werden.
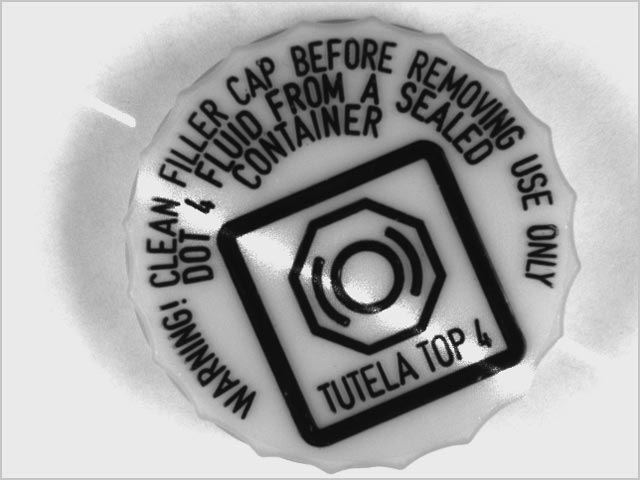
Laserlinie im Tageslicht
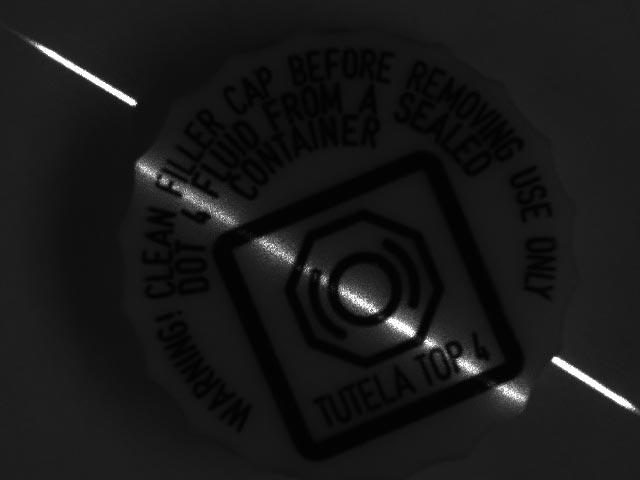
Laserlinie mit Rotfilter
- Laser-Licht kann durch seine extreme Fokussierung und Leistung auf kleinster Fläche sehr schädlich v.a. für das menschliche Auge sein. Die meisten Laser, die in der Bildverarbeitung eingesetzt werden, sind jedoch meistens in den Laserschutzklassen 2 eingeordnet und erfordern nur sehr geringe Schutzmaßnahmen. Ausnahmen sind punktförmige Laserquellen mit kleiner Leuchtfläche und geringer Strahldivergenz. Bitte informieren Sie sich gründlich über aktuelle Sicherheitsbestimmungen. Die Unfallverhütungsvorschriften UVV „Elektrische Anlagen und Betriebsmittel“ (BGV A2/VBG 4), UVV „Laserstrahlung“ (BGV B2/VBG 93) und UVV „Sicherheitskennzeichnung am Arbeitsplatz“ (BGV A8/VBG 125) sind hierbei in Deutschland zu beachten.