")


Surface texture
The surface texture of the test objects also plays an important role. Even completely identical materials, such as steel, plastic or paper, can have completely different textures like absolutely smooth, glossy surfaces or rather coarse, matte structures.
Illumination of glossy, reflecting surfaces
Directly aligned, non-diffuse illumination generates a strong reflection on the smooth surface. Light is mainly reflected. For a dot-shaped illumination, the angle of incidence is equal to the angle of reflection. If the camera inspects the reflection from the direction of the angle of reflection, these reflections are clearly visible in the camera image. Particularly in case of illumination and camera from above, this often causes problems.
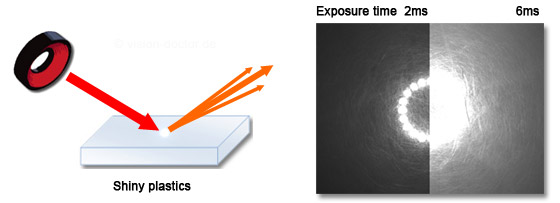 |
Figure: Strong, localised surface reflection. The light is slightly strayed on grooved, scratched structures of the surface.
Illumination of slightly roughened, brushed surfaces
Most of the light is reflected at the relatively smooth surface. Due to the surface processing (brushing, sand-blasting, matting) or an oxidised layer on the surface of base metals, the light is increasingly strayed. A light spot is still clearly visible, but significantly larger compared to completely reflecting materials.
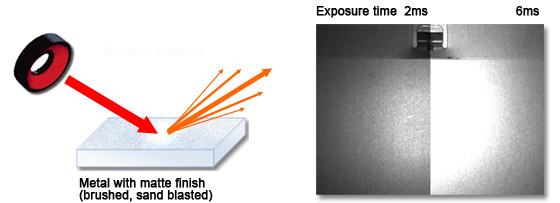 |
Figure: Still strong reflections, deeper scratches in metal or pressure marks result in small glossy fields in the camera image.
Illumination of matte, fibrously textured or porous surfaces
Directly aligned, non-diffuse illumination incides on matte, porous surface and is strongly strayed and reflected into many directions there. Clearly less light incides on the camera system, the image appears noticeably darker. However, hardly any disturbing reflections are visible in the image, even if the camera inspects the object from the direction of the angle of reflection.
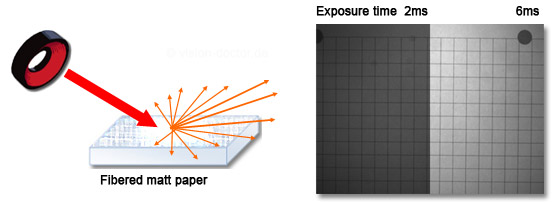 |
Figure: Direct light spot no longer visible thanks to a large stray light proportion and high remission. Only marginal shading visible due to too little ring illumination.
